等离子切割的起弧方式
一、接触起弧与转移起弧
等离子弧切割一般有两种起弧方式:
1、 接触式:即把与极针绝缘的喷嘴贴在工件(联接切割电源正端)上,然后把高频高压电流加到联接电源负端的电极针(钨针),使极针喷出电弧,电弧在电压、气压、磁场作用下形成等离子弧,通过大电流维持等离子弧稳定燃烧,然后稍抬高喷嘴(避免炽热的工件损坏喷嘴),开始切割。其过程简图如图10.1
这种切割方式多适用于小电流(小功率的切割机)。
图10.1
2、 转移弧式(维弧式):即把电源正端通过一定的电阻和继电器开关联接到喷嘴上,使得极针与喷嘴间形成电弧(由于有电阻限流,电弧较小),然后把喷嘴靠近直接联接电源正端的工件上,极针与工件间便形成能量更大的电弧,电弧被压缩后形成等离子弧,而喷嘴与电源正端的联接被断开,开始切割。
图10.2为其过程简图
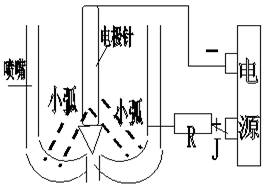
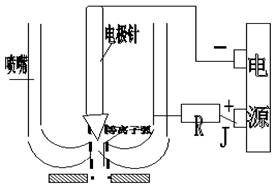
图10.2
转移弧式切割方式可以避免电弧在气压的作用下偏离喷嘴中心而损坏喷嘴。此种方式适用于大功率切割机。
二、转移起弧控制电路原理
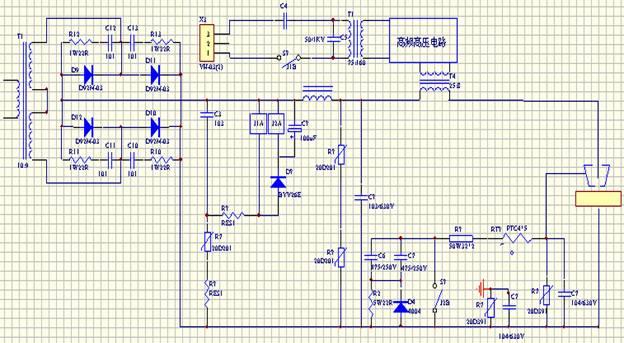 转移弧式切割方式要求先在极针上喷嘴间产生小电弧,然后靠近工件产生等离子弧,通以大电流维持电弧稳定后断开用于起弧的高频高压电流 以及小电弧,其控制电路原理如图10.3
转移弧式切割方式要求先在极针上喷嘴间产生小电弧,然后靠近工件产生等离子弧,通以大电流维持电弧稳定后断开用于起弧的高频高压电流 以及小电弧,其控制电路原理如图10.3
图10.3
工作原理:
维弧电路的控制继电器(J2A)与高频高压电流产生控制继电器(J1A)并联,这样,手开关合上时(S1合上),由于输出电压的作用使得J1、J2同时动作,J1A、J2A吸合,高频高压电流产生器工作,把高频高压电流加到了电极针上,而J2A吸合使得喷嘴经过电阻PTC、R3、R4联接到了电源输出正端,于是,钨针与喷嘴间形成电弧,由于PTC、R4、R5的限流,此电弧较小,温度低。且由于有C2对高频短路,电抗器及主变压器次级的高频阻碍,用于起弧的高频高压电流不能反窜到二次整流(D1、D2)电路。
钨针与喷嘴起弧后,电流很小,不能使继电器两端的压降降低到使继电器断开,于是,小弧一直都维持着。
切割时,把喷嘴(极针)靠近直接联接到电源输出正端的工件上,由于高压及小弧的作用,使得极针(钨针)与工件间形成大电弧(能量大),使得输出电流变大,电流变大后维持电弧(大弧)的稳定燃烧,由于电感(电抗器)的续流作用,使继电器J1、J2都断开(具体控制过程参看“第九章 高频高压电流控制”,此时,高频高压电流断开。钨针与喷嘴间的小电弧也消失。
切割机使用的是等离子弧,等离子弧的产生是电压、气压、磁场的共同作用,所以,切割机的输出要求要有较高的电压,(一般为100~180V)而电流较小(一般为30A~160A)。
这样,相对于焊机,切割机的技术参数有所改变:
1)主变压器匝数比变小,以得到较高的输出电压;
2)慢(缓)起动时间变长,以保证气体的供给与气压;
3)反馈增益变小,反馈运放增益由开环增益变为闭环增益;
4)占空比变大(90%以上),以得到较高的输出电压;
5) 电抗器阻抗变大,以防高频干扰并保证控制继电器可靠的关断。
