什么是等离子?
什么是等离子?物质的第四态
人们常常把等离子称为物质的第四态。我们通常认为物质有三种状态:固态、液态和气态。以常见的元素水为例,水的三种状态分别是冰、水和水蒸汽。这些状态的区别在于其能量水平。以热量的形式给冰增加能量时,冰会融化成水。继续增加能量,水会蒸发成蒸气形态的氢和氧。继续给蒸气施加更多的能力,这些气体即会离子化。离子化过程会使气体变为导电体。这种能导电的离子化气体就是等离子
等离子如何切割金属
在用于切割导电金属时,等离子切割工艺利用这种导电气体通过等离子割炬将能量从电源传递到待切割的金属上。
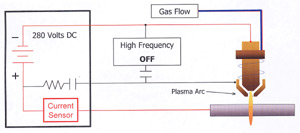
基本的等离子弧切割系统由电源、起弧电路和割炬组成。这些系统组件提供高质、高效地切割各种不同材料所需的电能、电离功能和工艺控制。
这里的电源是一种恒定电流的直流电源。开路电压通常为 240 到 400 VDC。电源的输出电流(安培数)决定了系统在切割速度和切割厚度方面体现的能力。电源的主要作用是提供适当的能量以便在电离后继续维持等离子弧。
起弧电路是一种能够以大约 2 MHz 的频率输出 5000 到 10000 伏交流电压的高频发生器电路。这种电压用于在割炬内部形成高能量的电弧,使气体电离,从而产生等离子。
割炬用于承装和固定易损件喷嘴和电极,并对这些部件进行冷却(空冷或水冷)。喷嘴和电极用于压缩和保持等离子射流。
等离子切割机的操作动作序列
电源和起弧电路通过互联导线和电缆连接到割炬。这些导线和电缆为割炬输送启动及维持等离子切割工艺所需的气流、电流和高频。
|
|
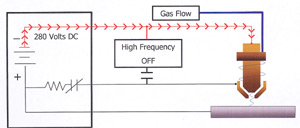
1. 向电源发送启动输入信号。这将同时激活开路电压并促使气体流向割炬(参见图 2)。可以通过测量电极 (-) 到喷嘴 (+) 的电压来测量开路电压。请注意:喷嘴通过一个电阻器和一个继电器(引导弧继电器)连接到电源的正极,待切割的金属(工件)则直接连接到正极。气体穿过喷嘴,从孔口流出。此时还没有电弧,因为直流电压还没有电流通路。
|
|
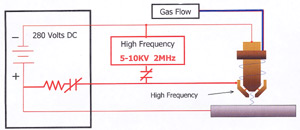
2. 气流稳定后,即会激活高频电路。高频电弧会切断割炬内部电极和喷嘴之间的通路,导致气体必须通过此电弧才能流出喷嘴。高频电弧传递给气体的能量会使气体电离,从而产生导电性。这种导电气体会在电极和喷嘴之间形成电流通路,从而形成最终的等离子弧。气流会迫使等离子弧通过喷嘴孔口射出,形成引导弧。
|
|
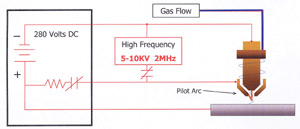
3. 假设喷嘴距离工件足够近,引导弧将会接通工件,因为通向正极的电流通路(电源上)并不像正极的喷嘴连接那样会受电阻器的限制。在电源处会通过电子方式感测到流经工件的电流。感测到此电流后,将会禁用高频电路,同时打开引导弧继电器。此后,即可依靠主直流电弧的能量维持气体的电离。
|
|
4. 等离子弧的温度可熔化金属,穿透工件,高速气流则会冲掉割缝底部的熔渣。此时,割炬将会开始运动,切割过程便正式开始。
各种不同的等离子切割工艺
传统等离子切割
|
|
此工艺通常使用同一种气体(通常是空气或氮气)来冷却和产生等离子弧。 大多数系统的额定电流都不到 100 A,可切割的材料厚度不到 5/8 英寸。 主要用于手持切割场合
双气体等离子切割
|
|
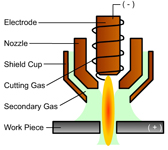
此工艺使用两种气体;一种用于形成等离子,一种用作保护气。 保护气用于使切割区与空气绝缘,从而形成更光洁的切割边缘。这也是最流行的一种切割工艺,因为可以针对给定的材料,使用多种不同的气体组合来实现最佳的切割质量。
水保护等离子切割
|
|
此工艺从双气体工艺演化而来,使用水代替保护气。 它可以改善喷嘴和工件的冷却效果,在切割不锈钢时可以获得更好的切割质量。 此工艺仅用于机用切割场合。
水射流等离子切割
|
|
此工艺使用一种气体产生等离子,将水以放射状或涡流状直接注入电弧,大幅提高电弧的压缩度,从而提高电弧的密度和温度。 此工艺的电流范围为 260 到 750 A,用于不同厚度的多种材料的高质量切割。 此工艺仅用于机用切割场合。
精细等离子切割
|
|
此工艺在以较低的速度切割较薄的材料(低于 1/2 英寸)时可以获得极佳的切割质量。质量的提升源自采用最新技术来非常有效地压缩电弧,从而极大提高能量密度。 之所以要求以较低的速度运行是为了让运动设备能够更精确地沿着指定的轮廓行进。 此工艺仅用于机用切割场合。
